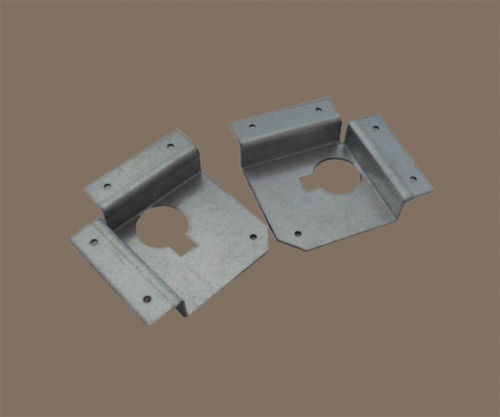
從事精密鈑金件 生產廠家
客戶至上,誠信經營
服務熱線:
18601558665
客戶至上,誠信經營
18601558665

速切削并不是一件新事物,它已經在很多行業例如模具制造業存在幾十年了,作為一種工藝,它過去被看做是小刀具在高主軸轉速機床上的應用。但是,在今天,高速切削有了更廣泛的應用。
高速切削(HSM)
得益于機床制造商、軟件開發商、切削刀具制造商的開發和研究機構的潛心研究,現在高速切削(HSM)已經有了更加廣闊的應用空間。重要的是,高速切削的實際工藝已經不僅僅停留在理論,而是真正應用于車間各個環節。創新的銑削刀具發展使得高速切削成為模具制造業中更加實用和高盈利的方法。包括高速切削在內的任何切削工藝準則是其效果需與機床、軟件和切削刀具的加工能力一樣好。在多年的實際應用中,高速切削中刀具的開發朝著更高性能的方向發展。銑削是高速切削工序中的重點部分,它的創新影響了銑刀在許多模具加工應用中的表現。在高速切削中,速度是關鍵詞,它代表著主軸轉速、切削速度或進給速度。高速切削可以通過高切削速度或高進給率優化銑削工序而實現。
過去,高速切削主要關注高主軸轉速,其范圍可達8,000-100,000rpm。許多應用是由機床和航空工業試驗性驅動的,早期的高速切削主要應用這些方面。但是,在車間實踐中,高速切削時的主軸速度總是保持很低的范圍。
在上世紀90年代,高速切削的發展注重總體概念,包括創建主軸轉速為200,000rpm的機床。高主軸轉速和高進給速度受到高度重視。研究機構證明,當刀具或機床零件與應用場合不匹配時,高速會帶來嚴重的后果和極高的風險。需要考慮的主要因素是:切削力、表面紋理、金屬去除率、刀具壽命以及安全性。這些研究表明了優化高速切削因素對成功實現高速切削的重要性。
鋁模銑削的新發展
在談及高速切削和可轉位刀具時,安全的刀片固定是重中之重。不斷提高的銑床高主軸速度和工作臺進給(特別是在進行鋁切削時)會帶來高離心力以及由此產生的在刀片固定元件上的大負荷。在開發令人滿意的解決方案和更快地找出用于高速切削的可轉位刀具的工作模型時,分析負荷分布的有限元法特別有價值,并且,利用它可以設計出冷卻液通道和出口結構,從而以的方法幫助排屑。這就產生了新一代的用于鋁合金切削的高速切削刀具。
CoroMill790可轉位立銑刀是應用于高轉速加工鋁合金的刀具實例。這種立銑刀主要應用于模具制造中如凹腔切削、刃邊切削、槽銑、仿形加工等高速加工工序。刀片的固定是由特別開發的刀片—刀體接口實現的,刀片槽底面和刀片背面的鋸齒狀接觸面設計不僅限度地提高了高速銑削加工中的安全性,同時也保證了加工性。刀片受力均勻,使加工更流暢、更安全,延長了刀具使用壽命,上述設計大大增強了切削品質并提高了加工能力。
CoroMill790立銑刀鋸齒狀接觸面設計亦可廣泛應用于鋁加工中使用的面銑刀,尤其是鑄鋁零件,如模具、發動機組、變速箱殼等。從半精加工到超精加工,切削速度提高到8000m/min時,CoroMill790立銑刀的正前角刀片可使用硬質合金、聚晶金剛石(PCD)、立方氮化硼(CBN)材質。這種設計使銑刀廣泛適用于鋁合金切削甚至鑄鐵切削。高技術的CoroMill790立銑刀結構卻并不復雜,其刀片軸向調整簡單方便,還具有切削力平衡、應用領域寬廣、加工余量控制精準等優點。

整體硬質合金切削刀具,特別是小直徑刀具,廣泛應用于各種材料的模具切削。在可轉位刀片和整體硬質合金刀具兩者之間,現在有一個替代的第三種解決方案出現,這種解決方案在某種程度上可以涵蓋前兩者的特點,它既提供了切削刃的可轉位性,又提供了使用中小直徑整體硬質合金立銑刀的好處。到現在為止,已經對該領域的前景做出了評價,指出了它潛在的優缺點。但是,一款新刀具概念可以更充分開發這個領域。
盡管可轉位刀片技術可以提供許多好處,但是,特別是在刀具直徑不大的情況下,具有較長的徑向切削刃以及軸向進給能力的現代整體硬質合金切削方式提供了很重要的優勢,包括高精度、高表面質量、吃刀性能和輕切削作用等。使用可轉位刀片刀具僅需快捷地更換刀具的切削部分,優化開發這部分的性能,可以增加使用優勢。
可轉位刀片立銑刀的直徑小到12mm,小于這個直徑時,刀片的安裝和夾緊都變得不實際。另一方面,整體硬質合金立銑刀的直徑可以小到1mm以下。10-25mm的直徑是兩種類型立銑刀都有的范圍,可廣泛應用于很多加工工序。可換頭式立銑刀將可轉位刀片和整體硬質合金完美結合,可轉位刀片可用于高生產效率的粗加工到半精加工、整體硬質合金則用于半精加工到超精加工。作為第三種選擇,頭部可拆卸的立銑刀在二者的交叉應用領域具有可優化的潛力。
聯系人:黃洪威
手機:18601558665
聯系人:黃經理
手機號:15876990349
座機:0512-66073482
郵箱:hh1982w@163.com
網址:www.88ff58.com
地址:蘇州市相城區黃埭鎮鎮東橋望東路人民路