從事精密鈑金件 生產(chǎn)廠家
客戶至上,誠信經(jīng)營
服務(wù)熱線:
18601558665
客戶至上,誠信經(jīng)營
18601558665

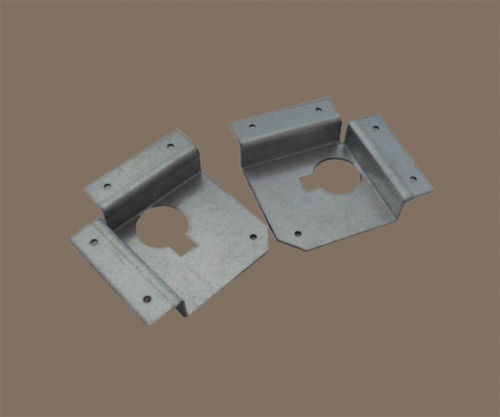
精密鈑金加工分享精密激光切割中常見的問題有哪些?
金屬行業(yè)是激光加工重要的應(yīng)用市場之一,中國鈑金市場的競爭將轉(zhuǎn)為高品質(zhì)、高技術(shù)含量產(chǎn)品的競爭。因此,鈑金加工行業(yè)為了順應(yīng)國際市場的發(fā)展潮流,加工技術(shù)的轉(zhuǎn)型勢在必得。那么,在鈑金加工過程中,又會出現(xiàn)哪些問題呢?下面小編就給大家講講,主要包括以下幾個方面:
1.切割穿孔技術(shù)
任何一種熱切割技術(shù),除少數(shù)情況可以從板邊緣開始外,精密鈑金加工一般都必須在板上穿一個小孔。一般,在設(shè)計零件對表面切割斷口沒有粗糙度要求時,可以在激光切割編程時不做手動處理,讓控制軟件自動產(chǎn)生穿刺點;但是,當(dāng)設(shè)計對所要加工的零件切割斷面有較高粗糙度要求時,就要注意到這個問題,通常需要在編激光切割程序時對激光束的啟始位置做手動調(diào)整,即人工對于穿刺點的控制。此孔類似于線切割的穿線孔,激光束以此孔為加工啟始點進(jìn)行輪廓切割,通常情況下飛行光路激光束的走線方向和被加工零件切割輪廓的切線方向垂直。這樣穿孔直徑較小,其穿孔質(zhì)量優(yōu)于穿孔。
脈沖穿孔——采用高峰值功率的脈沖激光使少量材料熔化或汽化,常用空氣或氮氣作為輔助氣體,以減少因放熱氧化使孔擴展,氣體壓力較切割時的氧氣壓力小。需要把激光程序原來產(chǎn)生的穿刺點移到需要的合理位置,以達(dá)對加工零件表面精度的要求。此外脈沖穿孔還須要有較可靠的氣路控制系統(tǒng),以實現(xiàn)氣體種類、氣體壓力的切換及穿孔時間的控制。

2.激光切割低碳鋼時,工件出現(xiàn)毛刺的解決方法
根據(jù)CO2激光切割的工作和設(shè)計原理,分析得出以下幾點原因是造成加工件產(chǎn)生毛刺的主要原因:激光焦點的上下位置不正確,需要做焦點位置測試,根據(jù)焦點的偏移量進(jìn)行調(diào)整;精密鈑金加工激光的輸出功率不夠,需要檢查激光發(fā)生器的工作是否正常,如果正常,則觀察激光控制按鈕的輸出數(shù)值是否正確,加以調(diào)整;切割的線速度太慢,需要在操作控制時加大線速度;切割氣體的純度不夠,需要提供高質(zhì)量的切割工作氣體;激光焦點偏移,需要做焦點位置測試,根據(jù)焦點的偏移量進(jìn)行調(diào)整;機床運行時間過長出現(xiàn)的不穩(wěn)定性,此時需要關(guān)機重新啟動。此時在其他參數(shù)都正常的情況下,應(yīng)考慮以下情況:激光頭噴嘴NOZZEL的損耗,應(yīng)及時更換噴嘴。因此在采用激光切割加工零件時就要注意這方面的情況。這時應(yīng)綜合考慮機床的其他因素加以解決,如噴嘴是否要更換,導(dǎo)軌運動不穩(wěn)定等。而對于較小功率的激光切割機則恰好相反,在小孔加工時應(yīng)采取脈沖穿孔的方式才能取得較好的表面光潔度。一旦穿孔完成,立即將輔助氣體換成氧氣進(jìn)行切割。為此所使用的激光器不但應(yīng)具有較高的輸出功率;更重要的是光束的時間和空間特性,因此一般橫流CO2激光器不能適應(yīng)激光切割的要求。 上海鈑金加工。
3.激光切割加工時穿刺點的選擇
光纖激光切割機加工時激光束的工作原理是:在加工過程中,材料經(jīng)連續(xù)激光的照射后在中心形成一個凹坑, 然后由與激光束同軸的工作氣流很快將熔融材料去除形成一個孔。
4.激光切割加工不銹鋼和敷鋁鋅板時,工件有毛刺產(chǎn)生的分析。
以上情況的出現(xiàn),首先考慮切割低碳鋼時出現(xiàn)毛刺的因素,但不可簡單地加快切割速度,因為增加速度有時會出現(xiàn)板材切割不穿的情況,此種情況在加工敷鋁鋅板時尤為突出。 在工業(yè)生產(chǎn)中主要采用改變激光平均功率的辦法比較現(xiàn)實,具體方法是改變脈沖寬度;改變脈沖頻率;同時改變脈沖寬度和頻率。之前在激光沖壓復(fù)合機上是用沖頭先沖出一個孔,然后再用激光從小孔處開始進(jìn)行切割。這樣就會在被加工材料的切割斷面上流下比較粗糙的切割面,這主要是在短時間內(nèi),激光束在移動中的矢量方向變化很快所至。
5.切割低碳鋼時出現(xiàn)非正常火花的解決方法
這種情況會影響零件的切割斷面光潔度加工質(zhì)量。此時應(yīng)立即暫停切割,檢查激光頭連接狀態(tài),重新上好螺紋。在無新噴嘴更換的情況下,應(yīng)加大切割工作氣體壓力;噴嘴與激光頭連接處螺紋松動。
聯(lián)系人:黃洪威
手機:18601558665
聯(lián)系人:黃經(jīng)理
手機號:15876990349
座機:0512-66073482
郵箱:hh1982w@163.com
網(wǎng)址:www.88ff58.com
地址:蘇州市相城區(qū)黃埭鎮(zhèn)鎮(zhèn)東橋望東路人民路