從事精密鈑金件 生產廠家
客戶至上,誠信經營
服務熱線:
18601558665
客戶至上,誠信經營
18601558665

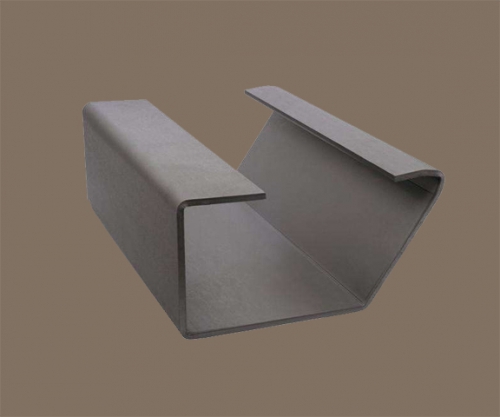
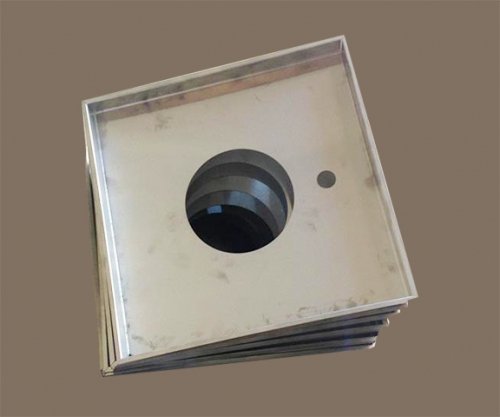
在滿足產品的功能、外觀等要求下,鈑金的設計應當保證沖壓工序簡單、沖壓模具制作容易、鈑金沖壓質量高、尺寸穩定等。詳細的鈑金設計指南可參考機械工業出版社出版的《零件結構設計工藝性》和《面向制造和裝配的產品設計指南》。
過程

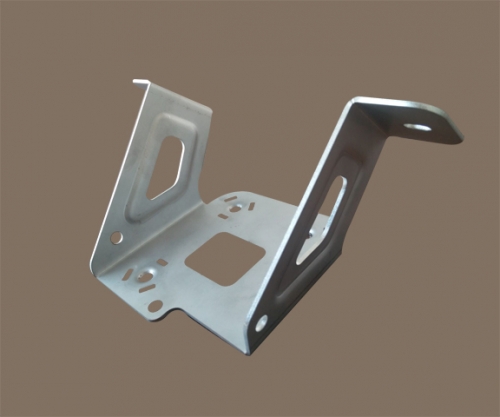
圖紙到手后,根據展開圖及批量的不同選擇不同落料方式,其中有激光,數控沖床,剪板,模具等方式,然后根據圖紙做出相應的展開。數控沖床受刀具方面的影響,對于一些異形工件和不規則孔的加工,在邊緣會出現較大的毛刺,要進行后期去毛刺的處理,同時對工件的精度有一定的影響;激光加工無刀具限制,斷面平整,適合異形工件的加工,但對于小工件加工耗時較長。在數控和激光旁放置工作臺,利于板料放置在機器上進行加工,減少抬板的工作量。
一些可以利用的邊料放置在指定的地方,為折彎時試模提供材料。在工件落料后,邊角、毛刺、接點要進行必要的修整(打磨處理),在刀具接點處,用平銼刀進行修整,對于毛刺較大的工件用打磨機進行修整,小內孔接點處用相對應的小銼刀修整,以保證外觀的美觀,同時外形的修整也為折彎時定位作出了保證,使折彎時工件靠在折彎機上位置一致,保障同批產品尺寸的一致。
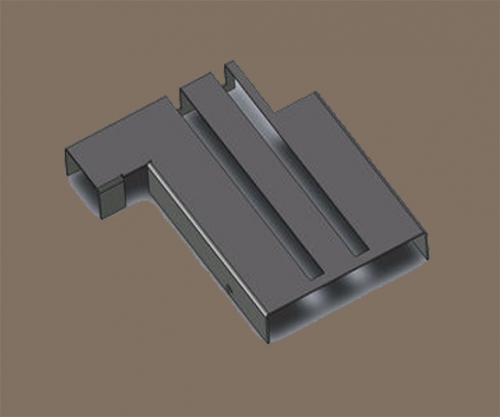
在落料完成后,進入下道工序,不同的工件根據加工的要求進入相應的工序。有折彎,壓鉚,翻邊攻絲,點焊,打凸包,段差,有時在折彎一兩道后要將螺母或螺柱壓好,其中有模具打凸包和段差的地方要考慮先加工,以免其它工序先加工后會發生干涉,不能完成需要的加工。在上蓋或下殼上有卡勾時,如折彎后不能碰焊要在折彎之前加工好。
折彎時要首先要根據圖紙上的尺寸,材料厚度確定折彎時用的刀具和刀槽,避免產品與刀具相碰撞引起變形是上模選用的關鍵(在同一個產品中,可能會用到不同型號的上模),下模的選用根據板材的厚度來確定。其次是確定折彎的先后順序,折彎一般規律是先內后外,先小后大,先特殊后普通。有要壓死邊的工件首先將工件折彎到30°—40°,然后用整平模將工件壓死。
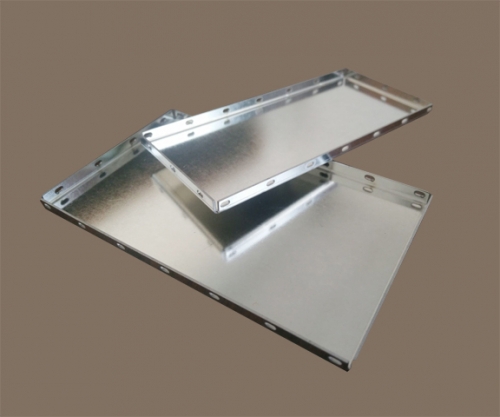
昆山鈑金加工以科學的管理、合理的設計、優良的設備、嚴格訓練的技術工人以及高效的生產方式,保證了每一臺機柜的品質,并能夠以經濟的價格為您提供高品質的產品。
聯系人:黃洪威
手機:18601558665
聯系人:黃經理
手機號:15876990349
座機:0512-66073482
郵箱:hh1982w@163.com
網址:www.88ff58.com
地址:蘇州市相城區黃埭鎮鎮東橋望東路人民路